路基工程施工安全技術措施與安全防范系統設計施工服務
在路基工程施工過程中,安全是永恒的主題和不可逾越的紅線。為了保障工程順利推進和人員生命財產安全,必須采取周密的安全技術措施,并結合現代化的安全技術防范系統進行設計、施工與服務。本文將圍繞路基工程施工安全技術措施以及相關防范系統的設計施工服務進行闡述。
一、 路基工程施工主要安全技術措施
- 施工準備階段安全措施
- 現場勘查與風險評估:施工前,需對施工區域及周邊環境進行詳細勘查,識別潛在的地質災害(如滑坡、崩塌)、地下管線、交通干擾等風險源,并制定專項應對預案。
- 安全技術交底:向所有施工及管理人員進行詳細的安全技術交底,明確施工工藝、危險環節、操作規程及應急措施,確保人人知曉。
- 臨時設施安全:確保施工便道、臨時用電、用水、工棚等設施符合安全標準,設置明顯的安全警示標志。
- 土石方作業安全措施
- 邊坡穩定控制:嚴格按照設計坡度放坡,對高邊坡采取分級開挖、支護、排水等措施,防止坍塌。嚴禁在坡腳掏挖、堆載過重。
- 爆破作業安全:若涉及爆破,必須由專業隊伍按規程操作,劃定警戒區,做好清場、警戒和信號管理,妥善處理啞炮。
- 機械作業安全:挖掘機、推土機、壓路機等大型機械操作人員必須持證上崗,實行定人定機。作業時設專人指揮,注意機械回轉半徑內不得站人,夜間作業保證充足照明。
- 交通組織與防護:施工區域與既有道路交叉時,設置規范的交通引導標志、減速帶和隔離設施,必要時安排交通協管員。
- 季節性施工安全措施
- 雨季防洪排水:完善場地排水系統,準備充足的排水設備。關注天氣預報,提前對邊坡、基坑進行覆蓋或加固,防止雨水沖刷導致失穩。
- 冬季防凍防滑:及時清除作業面冰雪,對施工道路、爬梯等采取防滑措施。做好施工設備、管道的防凍保溫工作。
- 人員安全防護與教育
- 個人防護用品(PPE):強制要求所有進入現場人員正確佩戴安全帽、反光衣、防滑鞋等,高處作業必須系掛安全帶。
- 安全教育與培訓:定期開展安全知識、技能和事故案例教育,提高全員安全意識和自救互救能力。
- 健康管理:關注高溫、粉塵、噪音等職業健康危害,采取降溫、除塵、降噪措施,合理安排作息。
二、 安全技術防范系統設計、施工與服務
現代路基工程安全管理,已從單純依靠人工管理向“人防+技防”結合的模式轉變。一套完善的安全技術防范系統至關重要。
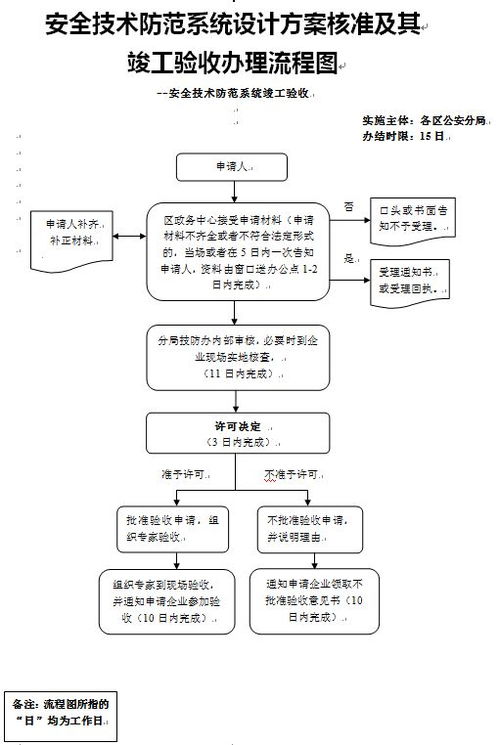
- 系統設計
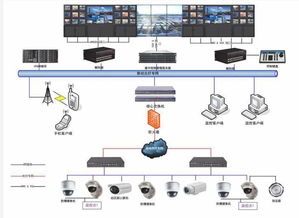
- 需求分析與總體規劃:根據工程特點、規模、風險點和工期,確定系統需實現的功能(如視頻監控、入侵報警、人員定位、環境監測等),進行整體架構設計。
- 關鍵點位布設設計:
- 視頻監控系統:在主要出入口、料場、高邊坡、基坑、爆破區、交叉路口、大型機械集中作業區等關鍵位置布設高清、可夜視的攝像頭,實現全覆蓋、無死角監控。
- 周界入侵報警系統:在工地圍擋或重點區域邊界設置紅外對射、電子圍欄等,防止無關人員闖入。
- 人員/車輛定位管理系統:為重要管理人員、作業人員及車輛配備定位終端,實時掌握其位置和移動軌跡,實現電子圍欄越界報警、SOS求救等功能。
- 環境與邊坡監測系統:布設傳感器,實時監測降雨量、風速、邊坡位移、深部土體變形等數據,數據超標自動預警。
- 中心平臺設計:設計集成化的監控指揮中心平臺,能夠匯集、顯示、分析各子系統數據,實現聯動報警、遠程指揮、視頻回放、數據報表等功能。
- 系統施工與集成
- 規范施工:嚴格按照設計圖紙和相關規范進行管線敷設、設備安裝與調試,確保系統物理連接可靠、信號傳輸穩定。
- 系統集成與聯動調試:將各獨立子系統有效集成到統一平臺,測試視頻與報警聯動、定位與電子圍欄聯動等,確保系統協同高效運行。
- 防雷與接地:做好室外設備和線路的防雷接地保護,保障系統在惡劣天氣下的安全。
- 運營維護與服務
- 培訓服務:對建設單位、監理單位、施工單位的相關人員進行系統操作、日常維護和簡單故障排除的培訓。
- 運維保障:提供定期巡檢、設備保養、故障快速響應與修復服務,確保系統長期穩定運行。
- 數據服務與報告:定期提供監控數據分析報告,為安全管理決策提供數據支持。可根據需要,提供系統升級擴容服務。
****
路基工程的安全管理是一個動態、系統的過程。扎實有效的現場安全技術措施是基礎,而先進可靠的安全技術防范系統則是強大的技術支撐和“智慧眼睛”。將二者緊密結合,構建“預防為主、技防優先、綜合管控”的安全管理體系,方能最大程度地消除隱患、預防事故,為路基工程的優質、高效、安全完成保駕護航。在制作相關PPT匯報材料時,應圖文并茂地展現上述措施和系統設計,突出關鍵風險點與控制方案,使安全理念深入人心。
如若轉載,請注明出處:http://www.hfjrk.cn/product/40.html
更新時間:2026-04-14 10:54:33